油基切削液的润滑性能较好,冷却效果较差。水基切削液与油基切削液相比润滑性能相对较差,冷却效果较好。慢速切削要求切削液的润滑性要强,一般来说,切削速度低于30m/min时使用切削油。
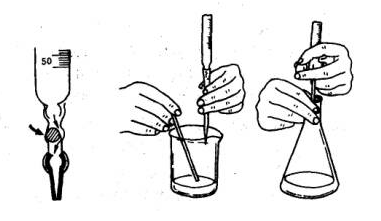
在切削油的行业网站上,看到一位同行在切削油的配制上由于温度变化,引起切削油的变色问题。在常温下(30度)左右的环境下,油性切削油的颜色是棕色透明的,稍微有些粘。水占微乳液的比例是20%左右。但一旦温度下降到10摄式度的时候,切削油就变成了浑浊的咖啡色,就象泥汤一样了。等在常温下放一会就又恢复到了原来的棕色透明,解决不了这个温度变化引起的切削油变色问题。
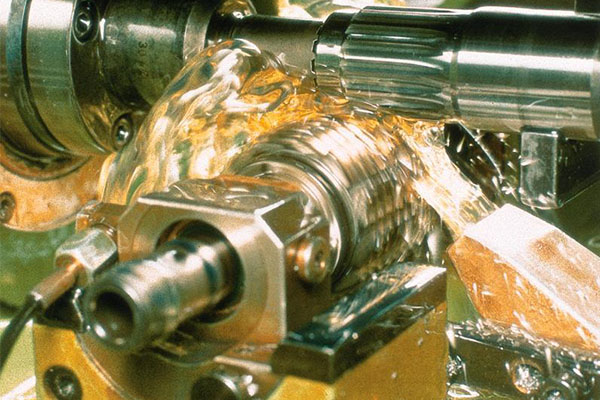
在金属加工的过程中,加工切削不同的金属材料所选用的刀具是不一样的。同样,使用不同材质的刀具 ,所选用的切削液同样也会不一样。油性切削油会影响到刀具加工的质量,刀具的使用寿命,以及金属加工的效率。那么,既然切削油对刀具的影响这么大,使用不同刀具的时候,应该如何选择切削油呢?
难切削材料中,有的硬度高达65~70HRC,抗拉强度比45号钢的抗拉强度高三倍左右,造成切削力比切削45号钢高200%~ 250%;有时材料导热系数只有45号钢导热系数的1/4~1/7或更低,造成切削区热量不能很快传导出去,形成高的切削温度,限制切削速度的提高;有的材料高温硬度和强度高造车网,有的材料加工硬化的程度比基体高50%~ 200%,硬化深度达0.l~0.3mm,造成切削的困难;有的材料化学活性大,在切削中和刀具材料产生亲和作..